 English
English Czech
Czech German
GermanGEOPOL® has been used at an aluminium foundry producing specialist automotive and engineering castings. It produces moulds up to 3,000mm x 2,000mm
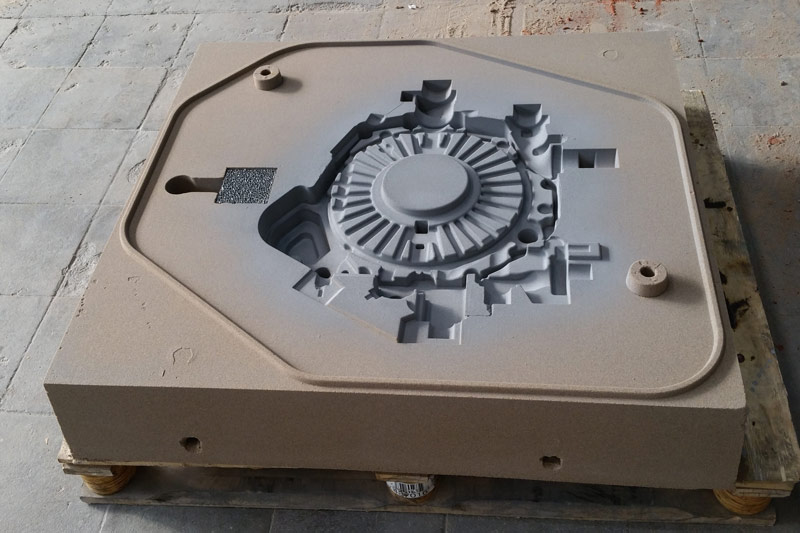
GEOPOL® has been used at an aluminium foundry producing specialist automotive and engineering castings. It produces moulds up to 3,000mm x 2,000mm.
The sand is mechanically reclaimed using a bespoke batch reclamation system, processing 4,000 tonnes per annum. For moulds reclamation levels of 70- 90 % have been achieved in this foundry.
The foundry applied a 1.7% GEOPOL® binder, with 16% ester hardener.
Large cores are normally produced with 60 – 80 % mechanically reclaimed sand by ester hardening depending on the part.
The foundry produces specialist automotive and engineering castings.




Grey Iron Foundry in the Czech Republic - A city centre-based grey iron foundry used an organic casting process that had resulted in environmental problems
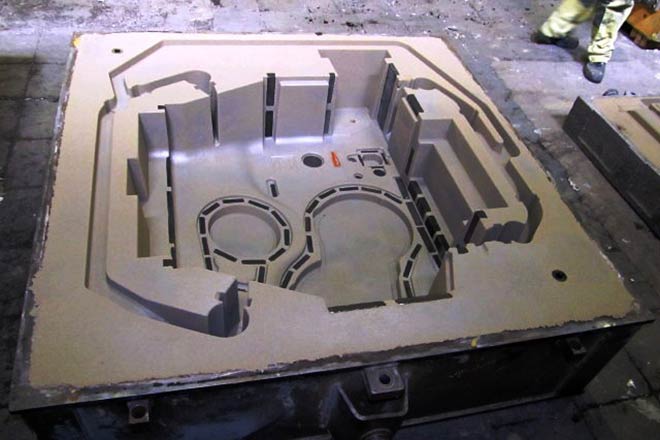
Grey Iron Foundry in the Czech Republic – A city centre-based grey iron foundry used an organic casting process that had resulted in environmental problems.
AlpHaset was installed with new machinery in 2004.
As the foundry is situated in the city centre after 2 month of using AlpHaset they suffered a serious environmental problem associated with smoke and odour. The only option was to change to GEOPOL®or to close the foundry. GEOPOL®has been in oparation since 2004 with no environmental issues.
They produce grey iron castings up to 600 kg.
Operations were switched to 2% GEOPOL®, with 15% ester hardener. Moulds are now using 80% reclaimed sand, and cores are using 60% reclaimed sand.



GEOPOL® has been used successfully in a US steel foundry producing die blocks and gear segment castings of up to 50 tonnes
GEOPOL® has been used successfully in a US steel foundry producing die blocks and gear segment castings of up to 50 tonnes.
The foundry was using 5% sodium silicate, with powdered additives, to improve surface finish. Castings suffered from heavy burn on, and a large amount of cleaning and fettling was required.
GEOPOL® was tested at 2.5%, and powdered additives were removed. The result was a significant
improvement in mould density and surface finish.
The foundry also utilise chromite sand, with 2.2% GEOPOL®.
Large Steel Foundry USA, die block casting:



Chromite die block sand mould 2,2 % GEOPOL®:


Heavy section steel die block casting:


Customer reported significant improvement with surface finish and burn on defects after switching from Sodium Silicate to GEOPOL®.
Comparison of surface finish segment gear casting:

2,3 % GEOPOL® – Silica Sand
5 % Sodium Silicate – Silica Sand + Zircon Flour
Significant improvement in casting quality:


Aluminium Foundry in the Czech Republic producing large aluminium castings
Aluminium Foundry in the Czech Republic producing large aluminium castings
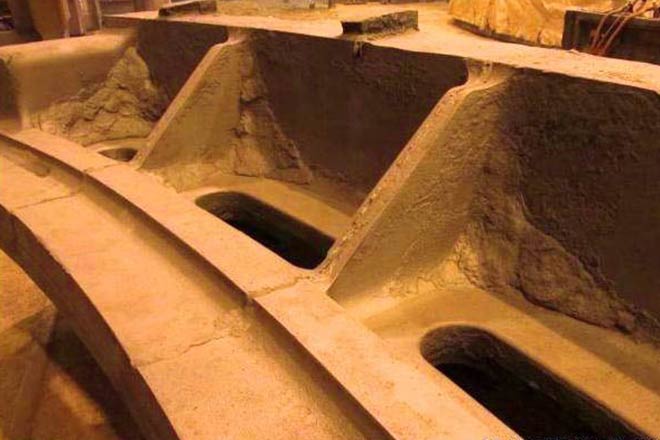
The foundry was producing large aluminum castings using Green Sand moulding and suffering quality problems. In 2013 they decided to install no-bake moulding. Organic binder systems were out of the question because the foundry is located in the immediate proximity to houses and protected landscape areas.
In 2014 the foundry decided to use GEOPOL® and installed 2 continous mixers, and double mechanical reclamation unit without heat.
Foundry now produces moulds and cores with 85% reclaimed / 15% new sand. Dosing of binder GEOPOL® – 1,8%, Dosing of hardener grade SA – 15% to quantity of binder


A steel foundry located in the Middle East pouring castings of up to 7 tonnes
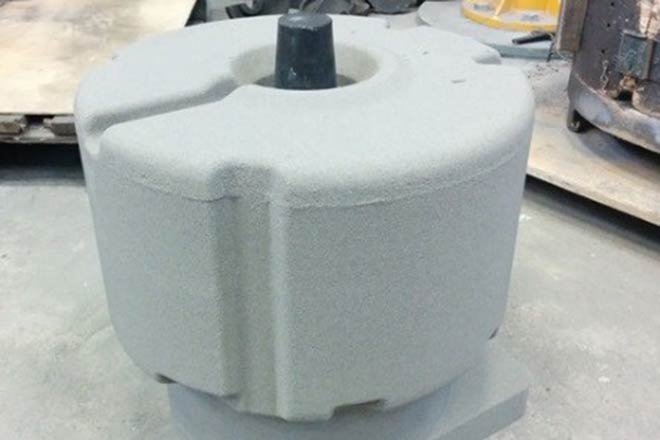
A steel foundry located in the Middle East pouring castings of up to 7 tonnes
The foundry uses a boxless fast loop moulding line, with boxed floor moulding for larger castings.
It tested GEOPOL® and sodium silicate, but GEOPOL® was chosen due to the improved shakeout, through-cure and flowable sand.
After installing a specialised reclamation unit the foundry now uses 80% reclaimed sand on the fast loop, and 80% reclaimed backing sand on the floor moulds.
Large moulds – face is new sand backed with 80 % reclaimed sand:

IMF Fast Loop – 80 % reclaimed sand:



Large moulds being poured showing no fume from previous moulds cast:

Shake out showing good mould breakdown and very little fume:


